Im Rahmen der Nachhaltigkeitsinitiative Blue Competence des VDMA übernimmt GEBHARDT umfassende Verantwortung für Ökonomie, Ökologie und Gesellschaft. Ziel ist die Minimierung des Energie- und Ressourcenverbrauchs durch innovative Technologien.
Im Rahmen der Nachhaltigkeitsinitiative Blue Competence des VDMA übernimmt GEBHARDT umfassende Verantwortung für Ökonomie, Ökologie und Gesellschaft. Ziel ist die Minimierung des Energie- und Ressourcenverbrauchs durch innovative Technologien.
Optimierungsmöglichkeiten des Energieverbrauchs
Der Energieverbrauch hängt nicht allein von der automatischen Förder- und Lagertechnik ab. Der größere Teil des Energieverbrauchs betrifft Heizung/Lüftung, Beleuchtung und sonstige Verbraucher. Deshalb ist es notwendig einen ganzheitlichen Ansatz zu wählen, wenn der Energieverbrauch gesenkt werden soll. Neben der Förder- und Lagertechnik ist deshalb die Gebäudetechnik von Bedeutung. Großen Einfluss haben zudem die Prozesse und Abläufe des Betriebs.
Kosten senken und die Umwelt schonen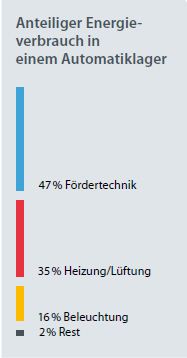
Die Blue Competence Initiative des VDMA hilft bei der Suche nachhaltiger Produkte und nachhaltig agierender Unternehmen. GEBHARDT hat sich früh entschieden seine Produkte und Dienstleistungen unter die Blue Competence Flagge des VDMA zu stellen. Für uns ist es seit jeher das Ziel Maschinen so zu entwerfen, dass der Energieverbrauch möglichst gering ist. Gerade in Zeiten steigender Energiepreise gewinnt dieses Ziel zunehmend an Bedeutung. GEBHARDT verbindet dazu innovative Software mit innovativer Mechanik. Doch eine Optimierung, die lediglich Einzelkomponenten einbezieht, hebt nur einen kleinen Teil des Optimierungspotentials. Vielmehr muss das intralogistische Gesamtsystem betrachtet werden. Die Reduktion des Energieverbrauchs geht oftmals einher mit dem ebenfalls willkommenen Effekt der Verschleißreduktion. Beides zusammen reduziert die Betriebskosten und macht das Logistikzentrum effizienter und kostengünstiger. Eine Visualisierung des Energieverbrauchs rundet das Energiemanagement ab.
Anbieter automatischer Intralogistikanlagen haben vielfältige Möglichkeiten den Energieverbrauch im Logistikzentrum zu beeinflussen:
Leichtbau
Besonders im Bereich Lagertechnik gilt es gezielten Leichtbau umzusetzen, denn die Reduktion der bewegten Masse ist der erste Schritt zur Minimierung des Energieverbrauchs. Bei der Produktentwicklung sind hierzu umfangreiche Simulationswerkzeuge, wie beispielsweise FEM, notwendig. Dies führt zur Verwendung innovativer Materialien und Fügeverfahren, wie dem Kleben. Das Verbundwerkstoff-RBG Cheetah ist hier der Vorreiter in der Branche.
Dynamikanpassung / Run on Demand
Die Last in Logistikzentren und damit auch in Automatischen Kleinteilelagern schwankt im Tagesverlauf zum Teil erheblich. Hier liegt ein großes Einsparpotential. Durch intelligente Dynamikanpassung lässt sich insbesondere an der Fahrachse erheblich Energie einsparen. Intelligente Algorithmen analysieren die Auftragslast und passen automatisch die Dynamikwerte der Lagertechnik an. Auch Fördertechnik sollte nur dann laufen, wenn es auch etwas zu fördern gibt. Deshalb ist es wichtig, eine intelligente Abschaltung von Antrieben zu integrieren. Auch die Dynamik der Fördertechnik kann an die Auftragslast angepasst werden. Intelligente Software sorgt dafür, dass die Leistung mehrerer Intralogistik-Komponenten synchronisiert und auf einander abgestimmt wird. So wird nur die Energie verbraucht, die tatsächlich benötigt wird.
Zwischenkreiskopplung bei RBG
Die Zwischenkreiskopplung steht für die intelligente Ansteuerung der Fahr- und Hubachse. Ziel ist die minimale Fahr- und Hubzeit für eine maximale Anzahl Doppelspiele bei minimalem Energieverbrauch. Dazu wird freiwerdende Energie, beispielsweise beim Bremsen der Fahrachse, auf die Hubachse umgeleitet, um die notwendige Bewegung der Hubachse zu versorgen. Diese Lösung amortisiert sich meißt sofort und sorgt für eine Reduktion des Energieverbrauchs um bis zu 20%.
Rückspeisung bei RBG
Die im System freiwerdende, generatorische Energie in Form von Bewegungs- und Lageenergie wird über ein Netzrückspeisegerät mit dem Umrichterzwischenkreis der Frequenzumrichter gekoppelt. So kann generatorische Energie, die nicht in einer weiteren Achse nutzbar ist, in das Netz zurückgespeist werden. Mit dieser Technologie können RBG bis zu 50 % Energie einsparen. Die Amortisierung liegt bei Paletten-RBG bei ca. 2 Jahren.
Software
Intelligente Software zur Energieeinsparung umfasst vielfältige Funktionen. Neben der Dynamikanpassung muss der zurückzulegende Weg analysiert und minimiert werden, beispielsweise mittels einer ABC Analyse. Das Lastmanagement kann dafür sorgen, dass Hilfsprozesse wie Umlagerungen in Zeiten mit schwacher Last, z.B. nachts, verlagert werden. Außerdem müssen Ein- und Umlagerstrategien auf die tatsächliche Anwendung hin optimiert werden.
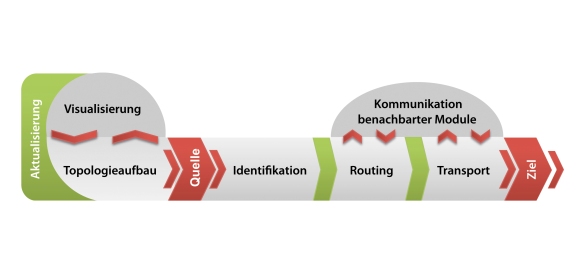
Kontinuierliche Verbesserung
Der Energieverbrauch eines Logistikzentrums lässt sich stetig verbessern. Hierzu muss der Verbesserungsprozess kontinuierlich wiederholt werden. Den Ausgangspunkt bildet die Auswertung der Verbrauchsdaten, gefolgt von der Suche nach Verbesserungspotentialen. Nach deren Identifzierung folgt die Effizienzverbesserung. Deren Ergebnisse müssen gemessen, visualisiert und überwacht werden, bevor der Prozess von neuem beginnt.







 For many years, the lightweight construction for storage and retrieval cranes is driven by the requirements of performance and energy efficiency. There is a trade-off between operations and design in an automatic small parts store. A modern storage and retrieval crane has to provide a better performance without deteriorating the cost advantage and the storage capacity. An increase in the performance requires higher driving dynamics of the storage and retrieval crane, which requires a larger volume and a stiffer supporting structure to give a reduced calming time. This however leads to a deterioration of the approach dimensions and a reduced storage capacity. With the same volume of the supporting structure, the stability without changing the approach dimension can be implemented by an antipedalgear. This however leads to higher acquisition costs and reduced availability caused by an additional technical expense. Similarly the stiffness can be increased due to the lightweight construction with new materials, like Carbon Fibre Reinforced Plastic (CFRP). So the energy consumption as well as the stress of susceptible components will be reduced, what leads to a reduction of the operating costs and the availability. The acquisition costs will be significantly higher using CFRP. The evolution of familiar concepts , which rely on the use of thin-walled, edged or rolled metal structures, are reaching their limits with an increase of dynamic. This shows, for example when there are problems with the fatigue strength and results in cracks in the metal. This is why GEBHARDT decided to go a revolutionary way and rely on composite materials. The result is the
For many years, the lightweight construction for storage and retrieval cranes is driven by the requirements of performance and energy efficiency. There is a trade-off between operations and design in an automatic small parts store. A modern storage and retrieval crane has to provide a better performance without deteriorating the cost advantage and the storage capacity. An increase in the performance requires higher driving dynamics of the storage and retrieval crane, which requires a larger volume and a stiffer supporting structure to give a reduced calming time. This however leads to a deterioration of the approach dimensions and a reduced storage capacity. With the same volume of the supporting structure, the stability without changing the approach dimension can be implemented by an antipedalgear. This however leads to higher acquisition costs and reduced availability caused by an additional technical expense. Similarly the stiffness can be increased due to the lightweight construction with new materials, like Carbon Fibre Reinforced Plastic (CFRP). So the energy consumption as well as the stress of susceptible components will be reduced, what leads to a reduction of the operating costs and the availability. The acquisition costs will be significantly higher using CFRP. The evolution of familiar concepts , which rely on the use of thin-walled, edged or rolled metal structures, are reaching their limits with an increase of dynamic. This shows, for example when there are problems with the fatigue strength and results in cracks in the metal. This is why GEBHARDT decided to go a revolutionary way and rely on composite materials. The result is the