Flexibilität & Skalierbarkeit in der ansonsten sehr traditionellen Branche Fördertechnik – Industrie 4.0 machts möglich. Das Fraunhofer-Video zeigt den Förderanlagenumbau ohne Aufwand. Aus der Videobeschreibung: Stellen Sie sich vor eine Förderanlage transportiert auf einem geraden Weg Bauteile – wie zum Beispiel Getriebe oder Motoren. Jetzt soll zusätzlich eine Qualitätsprüfung außerhalb des laufenden Prozesses mit eingebunden werden. D. h., die Getriebe sollen rechts abbiegen und nicht mehr geradeaus befördert werden. Dazu muss die Förderanlage umgebaut werden. Durch das Fraunhofer-Institut für Optronik, Systemtechnik und Bildauswertung (IOSB) in Karlsruhe ist es möglich, beim Umbau der Förderanlage die Software automatisch anzupassen.
Archiv der Kategorie: Allgemein
GEBHARDT Palettenhochregallager für bekannten Teehersteller
GEBHARDT realisiert für die Ostfriesische Teegesellschaft (OTG) ein hochmodernes Logistikzentrum im bayrischen Grettstadt.
11.000 m² Gesamtlagerfläche mit einem neuen vollautomatischen Hochregallager – mit vorgelagerter Kommissionierung sowie Einsatz modernster GEBHARDT Lager- und Fördertechnik.
Das Hochregallager hat eine Gesamthöhe von 19,8 m , besteht aus drei Regalgassen, mit einer doppeltiefen Lagerung und einer Gesamtkapazität von 6.300 Palettenstellplätzen.
GEBHARDT Website: http://www.gebhardt-foerdertechnik.de
GEBHARDT Shuttles glänzen um die Wette
GEBHARDT stellt auf der diesjährigen IMHX die Shuttletechnologie in den Fokus
Highlights und Neuentwicklungen aus dem Bereich Lagertechnik mit Fokus auf die Shuttletechnologie – so präsentiert sich GEBHARDT auf der diesjährigen IMHX vom 13. – 16.092016 in Birmingham, England.
Kommen Sie vorbei und erleben Sie unser hochdynamisches Multi-Level-Shuttle StoreBiter® 300 MLS, das für die Bedienung mehrerer Lagerebenen zuständig ist und damit eine erhöhte Ein- und Auslagerleistung aufweist als ein herkömmliches Regalbediengerät.
Auch die neue Generation des StoreBiter® 300 OLS im Bereich Behälter- und Kartonlagerung ist auf dem GEBHARDT Stand zu sehen und glänzt durch eine höhere Lagerkapazität, ein besseres Preis-/Leistungsverhältnis und mit einer höheren Ein-und Auslagerleistung im Vergleich zu seinem Vorgänger.
Kommen Sie vorbei und erleben Sie unsere Shuttles live und in action. Wir freuen uns auf Ihren Besuch: Halle 9, Stand 9B63
![]()
GEBHARDT auf der LogiMAT 2016 – ein „bewegender“ Rückblick
Erleben Sie im folgenden Clip nochmals den GEBHARDT Messestand sowie die Messeneuheiten von GEBHARDT auf der diesjährigen LogiMAT:
Auch ein Kunde von GEBHARDT wurde auf dem Messestand interviewt. Klicken Sie rein und erfahren Sie mehr über das Interview mit Dr. Peter Bielert der REYHER GmbH & Co.KG:
Ebenfalls fand ein Interview auf Englisch auf dem GEBHARDT Messestand statt. Hier gelangen Sie zum Interview mit GEBHARDT’s langjährigem Partner Walid Daniel (Span Group) für den Raum Middle East:
GEBHARDT LogiMAT-Highlights 2016
GEBHARDT Intralogistik – Leading Innovation
Highlights und Neuentwicklungen aus dem Bereich Lagertechnik sowie das
Behälter- und Kartonfördertechniksystem 300 weiterentwickelt und im neuen
Design – so präsentiert sich GEBHARDT auf der diesjährigen LogiMAT.
Heute ist die ständige Verfügbarkeit und schnelle Lieferung von vollständig maßgeschneiderten Produkten nach Kundenwunsch nicht mehr länger als Erfolgsfaktor bzw. Konkurrenzvorteil zu sehen, sondern als unumgängliche Voraussetzung um überhaupt konkurrenzfähig zu sein. Im Rahmen der Distributionslogistik erhöhen Kunden die Bestellfrequenz, gleichzeitig sinkt das Bestellvolumen. Intralogistiksysteme müssen diesen Anforderungen mit zunehmender Dynamik und Automatisierung begegnen. Was diese Neuausrichtung betrifft, liegen die Schwerpunkte in der intelligenten Vernetzung zwischen betriebswirtschaftlichem System und intralogistischer Anlage. Weiterhin steht der Bereich Lagertechnik zunehmend im Fokus effizienter Logistiksysteme.
 So auch die Neuentwicklung GEBHARDT Palettenshuttle StoreBiter 500-OLPS, mit der die neuen Anforderungen an die Palettenlager- und -fördertechnik, wie hohe Dynamik und Flexibilität, erfüllt werden können. Deutlich höhere Durchsätze, maximale Systemflexibilität sowie eine hohe Skalierbarkeit des Gesamtsystems sind durch das StoreBiter 500-OLPS in Zukunft realisierbar.
So auch die Neuentwicklung GEBHARDT Palettenshuttle StoreBiter 500-OLPS, mit der die neuen Anforderungen an die Palettenlager- und -fördertechnik, wie hohe Dynamik und Flexibilität, erfüllt werden können. Deutlich höhere Durchsätze, maximale Systemflexibilität sowie eine hohe Skalierbarkeit des Gesamtsystems sind durch das StoreBiter 500-OLPS in Zukunft realisierbar.
Auch die neue Generation des StoreBiter 300 OLS im Bereich Behälter- und Kartonlagerung glänzt nun durch eine höhere Lagerkapazität, ein besseres Preis-/Leistungsverhältnis und mit einer höheren Ein-und Auslagerleistung im Vergleich zu seinem Vorgänger.
Auch die Cheetah-Serie tritt in weiterentwickelter Form auf. Durch die Leichtbauoptimierung wird beim Cheetah eco ein deutlich verringertes Gewicht erreicht, was zum einen den Energieverbrauch des Gerätes deutlich senkt und zum anderen trotzdem eine gleichbleibend hohe Belastbarkeit bietet.
 Auch im Behälter- und Kartonfördertechnikbereich System 300 sind Vorzüge, wie beispielsweise die bessere Ergonomie, zu verzeichnen. Außerdem überzeugt die neue Generation dieses Systems durch höhere Durchsätze und bietet neue Förderelemente für kleinste Karton- und Behältergrößen. Des Weiteren gibt es in diesem Bereich auch ein neues modulares Steuersystem mit optional dezentraler Intelligenz, welches auch für Kunden und Integratoren offen programmierbar bzw. parametrisierbar ist.
Auch im Behälter- und Kartonfördertechnikbereich System 300 sind Vorzüge, wie beispielsweise die bessere Ergonomie, zu verzeichnen. Außerdem überzeugt die neue Generation dieses Systems durch höhere Durchsätze und bietet neue Förderelemente für kleinste Karton- und Behältergrößen. Des Weiteren gibt es in diesem Bereich auch ein neues modulares Steuersystem mit optional dezentraler Intelligenz, welches auch für Kunden und Integratoren offen programmierbar bzw. parametrisierbar ist.
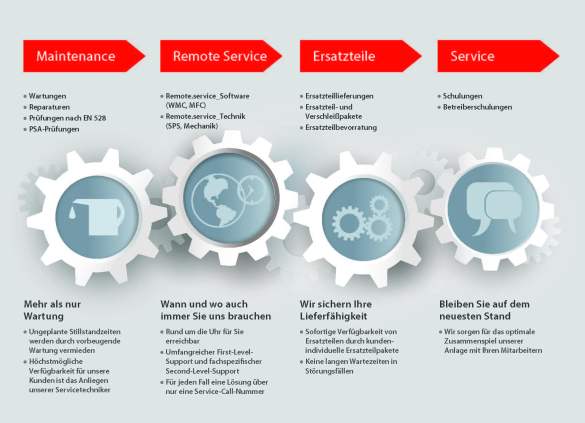
GEBHARDT 24/7/365 –Worldwide Service & Supply
Mit einem modernen Servicekonzept wird Gebhardt in Zukunft seine Kunden
weltweit noch effizienter betreuen. Durch den Einsatz von neuen Technologien
wird vor allem der Remote-Service optimiert.
Der weltweite 24/7/365-Service von GEBHARDT verbindet moderne Technologie und Kundenorientierung. Durch den neuen optimierten GEBHARDT Remote-Service werden wir in Zukunft noch schneller auf die Wünsche und Probleme unserer Kunden reagieren können und die Stillstandzeiten der Anlagen auf diese Weise minimieren.
Durch moderne Technologien ist GEBHARDT in der Lage viele Störungsfälle bereits an der Hotline direkt zu beheben. Die Ersparnis durch die Direkthilfe ist enorm. Zum einen werden die Stillstandzeiten bei Störungen deutlich verringert, zum anderen können Einsätze von Monteuren bei kleinen Störungen vermieden werden. Das unterstützt uns bei der Planung der Montageeinsätze und spart Ihrem Unternehmen bares Geld.
Besuchen Sie unseren Stand (Halle 5 – Stand 5A71) und überzeugen Sie sich selbst von unseren neuen Produkten und Highlights.
Wir freuen uns auf Sie!
Versandleistung hochgeschraubt
Shuttle-Lager erhöht Leistung und Effizienz im Warenausgang von Reyher

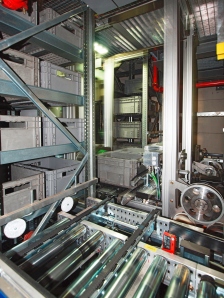
Das neue Shuttle-Lager bietet Platz für 5300 Behälter. Für die Wartung der Shuttles gibt es je Ebene einen Zugang
Die Gebhardt Fördertechnik GmbH aus Sinsheim hat im Hamburger Zentrallager von Reyher, einem der führenden Großhandelsunternehmen für Verbindungselemente und Befestigungstechnik in Europa, ein zweigassiges Shuttle-Lager für die Behälterkonsolidierung vor dem Warenausgang mit 5360 Stellplätzen, einschließlich der Fördertechnikanbindung, in Betrieb genommen. Mit zehn Multi-Level-Shuttles werden insgesamt 17 Arbeitsplätze mit bis zu 1800 Behältern pro Stunde versorgt.
Ohne sie geht es nicht:
Verbindungselemente verschiedenster Art sorgen für sicheren Halt– ob im Fahrzeug-, Maschinen- und Anlagenbau, im produzierenden Gewerbe oder in der Baubranche. Die Reyher Nchfg. GmbH & Co. KG hat sich als Großhandelsunternehmen auf die zuverlässige und effiziente Versorgung von Industrie- und Handelskunden mit C-Teilen spezialisiert und erzielte 2013 mit über 600 Mitarbeitern einen Umsatz von rund 280 Millionen Euro.
Das 1887 mit einem Geschäft für Eisenwaren, Werkzeuge und Schiffsartikel im Hamburger Hafen gestartete Unternehmen hat heute über 130000 Artikel – von der Ankerstange bis zum Zylinderstift – im ständigen Sortiment und im Zentrallager am Stammsitz in Hamburg-Altona vorrätig. Pro Tag werden hier rund 3300 Kundenaufträge mit bis zu 21000 Positionen und über 265 t Ware weltweit versandfertig kommissioniert, verpackt und an Transportdienstleister übergeben. Dabei erledigt Reyher auch kundengerechte Konfektionierungswünsche, Veredelungsdienstleistungen oder zusammen mit Dienstleistern auch die Versorgungslogistik direkt beim Kunden, zum Beispiel Kanban-Belieferungen für die Produktion. „Für uns hat die Versorgungssicherheit unserer Kunden höchste Priorität. Wenn einer eine Schraube verfügbar hat, dann Reyher“, begründet Geschäftsführer Dr. Peter Bielert die hohe Warenverfügbarkeit. Mit einer Lieferbereitschaft von über 99 Prozent, einer 24-Stunden-Betriebszeit an fünf Tagen in der Woche und kurzen Lieferzeiten weltweit spielt das Unternehmen logistisch in der Champions League.
Die Dimensionen für diese Logistikleistungen sind gewaltig: Insgesamt über 30000 t Ware lagern auf 35000 Stellplätzen im automatischen Palettenhochregallager, 25000 Stellplätzen in der Palettenkommissionierung und 120000 Stellplätzen im automatischen Behälterlager. Dabei setzt das Unternehmen auf einen hohen Automatisierungsgrad von der Lagerung über die Kommissionierung bis zum Warenausgang und arbeitet durchgängig nach dem Ware-zum-Mann-Prinzip. Zwischen 2009 und 2013 hat Reyher insgesamt rund 30 Millionen Euro in die Logistik investiert – zuletzt in ein zweigassiges Shuttle-Lager, inklusive Fördertechnikanbindung und Arbeitsplätze für die Behälterkonsolidierung vor dem Warenausgang.
Der StoreBiter 300 MLS (Multi-Level-Shuttle) ist ein Shuttle-System für die Bedienung mehrerer Lagerebenen

Pro Regalgasse sind fünf Multi-Level-Shuttles im Einsatz, die dank der Hubfunktion jeweils fünf Regalfächer übereinander bedienen können, ohne selbst die Ebenen wechseln zu müssen
Mit der Lieferung beauftragte Reyher die Gebhardt Fördertechnik GmbH aus Sinsheim mit ihrem System Storebiter 300. „Gebhardt ist sowohl in der Projektausschreibungsphase als auch in der Planungsphase als kompetenter Partner aufgetreten, der eigene Lösungsideen eingebracht hat und sich auch nicht durch die Komplexität unseres Logistikzentrums hat abschrecken lassen“, beschreibt Bielert die Zusammenarbeit und verweist auf den mittelstandsorientierten pragmatischen Lösungsansatz, den man zusammen entwickelt habe. Die Besonderheit des von Gebhardt entwickelten Multi-Level- Shuttle-Systems Storebiter 300 ist die Fähigkeit der Shuttles, mehrere Regalfächer übereinander bedienen zu können, ohne selbst die Ebene über einen Lift wechseln zu müssen. Dazu ist jedes Shuttle mit einer Hubfunktion und einem Multigreifer-Lastaufnahmemittel ausgestattet, um die bis 25 kg schweren Behälter ein- und auszulagern. Aufgrund der räumlichen Gegebenheiten sind die jeweils 20 m langen Gassen des Shuttle-Lagers einander gegenüberliegend – wie gespiegelt – angeordnet. Pro Gasse sind fünf Shuttles auf fünf Ebenen im Einsatz, die rund 2650 einfachtiefe Stellplätze bis in 9 m Höhe bedienen. Energie erhalten sie dabei über ein Stromschienensystem. „Die alte Lösung konnte nur circa 600 bis 800 Positionen pro Stunde bei einer Lagerkapazität von 2500 Behältern bewältigen. Damit sind wir ständig an der Kapazitätsgrenze gefahren“, erinnert sich Bielert. Die Andienung der Behälter an die Arbeitsplätze übernahmen zwei Hubbalkengeräte mit Verfahrwagen. „Fiel eines der Geräte aus, bedeutete dies gleich den Ausfall von 50 Prozent der Anlage“, so der Geschäftsführer weiter. Mit der neuen Lösung, bestehend aus Shuttle-Lager und Umlaufförderern, können nun bei einer Lagerkapazität von 5300 Behältern bis zu 1800 Behälter pro Stunde an die Arbeitsplätze transportiert werden. Damit konnte nicht nur der Durchsatz und die Kapazität mehr als verdoppelt, sondern auch die Ausfallwahrscheinlichkeit des Pufferlagers deutlich reduziert werden. „Die Lösung bietet uns in dieser Funktion die größtmögliche Flexibilität, weil die Shuttle-Geräte durch ihre Kombinierbarkeit mehr Steuerungsmöglichkeiten bieten als die bisherige Hubbalkentechnik“, lobt Bielert.

Das Shuttle-Lager von Gebhardt Fördertechnik versorgt die Mitarbeiter von Reyher-Schrauben an den 17 Versandarbeitsplätzen mit bis zu 1800 Auftragsbehältern pro Stunde
Neben dem Austausch der Altanlage gegen die Neuanlage im laufenden Betrieb und die Anbindung an die bestehende Fördertechnik konzipierte und realisierte Gebhardt zusammen mit Reyher 17 funktionsgerechte und ergonomische Versandarbeitsplätze mit einem Behälterpuffer für 15 Behälter sowie einer Leerbehälterabführung. Um die Versorgungssicherheit für den Inlandversand auch während der Umbauphase sicher zu stellen, musste die Inbetriebnahme der neuen Lösung schrittweise erfolgen. „Wir konnten diesen Bereich nicht komplett stilllegen, hatten aber die Möglichkeit, in dieser Phase 50 Prozent der Inlandskapazität in andere Hallen zu verlagern. Die restlichen 50 Prozent mussten aber weiterhin über die bestehende Anlage abgewickelt werden“, beschreibt Bielert die Herausforderungen des Projekts. So baute Gebhardt im ersten Schritt die Regalanlage, die Umlaufförderer und die Bühne auf, installierte die Ein- und Auslagerbahnen und nahm die Shuttles in Betrieb. Anschließend wurden acht bestehende Arbeitsplätze an das Shuttle-Lager angebunden und zum Ende des ersten Bauabschnitts in Betrieb genommen. Im nächsten Schritt ließ Reyher die ersten acht Arbeitsplätze demontieren, sodass Gebhardt im Gegenzug acht neue Arbeitsplätze einschließlich Fördertechnik installieren konnte. Zum Jahreswechsel 2012/2013 erfolgte dann der Umschluss und die alten Kapazitäten wurden komplett stillgelegt, während die ersten acht Versandarbeitsplätze ihren Betrieb aufnahmen. Damit konnten die restlichen bestehenden Arbeitsplätze demontiert und neue Versandarbeitsplätze inklusive Fördertechnikanbindung zum Shuttle-Lager installiert werden. Pünktlich zum 1. März 2013 waren schließlich alle Bauarbeiten abgeschlossen und die komplette Anlage konnte hochgefahren werden. „Die Arbeiten waren wie eine Operation am offenen Herzen, da die Anlage trotz der Umbaumaßnahmen weiter im Betrieb war“, umschreibt Thomas Engelhardt, Projektleiter aus dem Hause Gebhardt, die Komplexität des Projekts.

Von links: Reyher-Geschäftsführer Dr. Peter Bielert und Klaus Mundt, Abteilungsleiter Technik, und Thomas Engelhardt, Projektleiter von der Gebhardt Fördertechnik GmbH
Eine weitere Herausforderung lag in der Anbindung der Steuerung an den bestehenden Materialflussrechner. Die Kommunikation zwischen MFR und den speicherprogrammierbaren Steuerungen der Shuttles findet über Telegramme im sicheren TCP/IP-Protokoll statt. Die Schnittstelle zum bestehenden Materialflussrechner hat Gebhardt Fördertechnik zusammen mit dem Steuerungspartner von Reyher, der Firma UCS Industrieelektronik, realisiert. Für die Wartung der Shuttles dienen Mobil- Panels, mit denen sich jedes Shuttle im Hand- und Automatikbetrieb bedienen lässt. Darüber hinaus bietet es Einsicht in aktuelle Fahraufträge sowie verschiedene Diagnosemöglichkeiten. „Ein kompetentes Team, die gute Zusammenarbeit mit unseren Verantwortlichen, kurze Entscheidungswege und auch die unmittelbar mögliche Zusammenarbeit mit dem Firmeninhaber Fritz Gebhardt hat an der einen oder anderen Stelle sicherlich geholfen, unkonventionelle Lösungswege zu finden“, resümiert Bielert zufrieden.

Der Storebiter 300 übernimmt die kommissionierten Behälter und puffert sie bis zur Konsolidierung für den Warenausgang
Heute werden über das Shuttle-Lager pro Tag bis zu 21000 Versandbehälter mit bereits kommissionierter Ware für inländische Kunden transportiert, um die verschiedenen Positionen eines Auftrags zu einer Sendung zu konsolidieren. Dazu erhält der Mitarbeiter am Versandarbeitsplatz die einzelnen Behälter zur Entnahme angedient und verpackt diese dann zusammen mit den anderen Positionen des Kundenauftrags in einen Karton. Die Förderstrecke zur Entsorgung der Leerbehälter führt jeweils über den Arbeitstischen entlang. „Mit der neuen Anlage und der mehr als doppelt so hohen Konsolidierungskapazität haben wir jetzt die Möglichkeit, bis zu 1800 Positionen in der gleichen Zeit abwickeln zu können. Damit sind wir für das Wachstum der nächsten Jahre gerüstet“, erklärt Bielert freudig. Die Hände in den Schoß legen kann er trotzdem nicht – als nächstes soll die Kapazität des automatischen Palettenhochregallagers ausgebaut werden.
Durchlaufregallager – Schwerkraft oder mit Sicherheit Angetrieben?
Angetriebene Durchlauflager für Paletten, Stückgüter und Ladungsträger bis 1500 kg beruhen auf dem erstklassigen GEBHARDT Palettenstauförderer Typ 525 – seit Jahrzehnten ein Synonym für robuste Technik und Energieeffizienz.

Angetriebenes Durchlaufregallager mit Beschickung durch Querverfahrwagen.
Vorteile
Die Vorteile dieses Systems sind vielfältig. Die Raumnutzung ist optimal, da auf Gefälle der Bahnen verzichtet werden kann. Zudem weist die Konstruktion eine niedrige Bauhöhe auf. Das Lager arbeitet nach dem First-in First-out Prinzip. Dies stellt sicher, dass das zuerst eingelagerte Gut auch als erstes das Lager wieder verlässt. Im Vergleich zu Schwerkraftsystemen bietet das GEBHARDT Durchlauflager ein deutlich höheres Maß an Sicherheit für das Personal. Das System arbeitet ohne Gefälle, es kann daher nicht zu Bremsversagen kommen, es arbeitet ebenso ohne Staudruck und gewährleistet eine gefahrlose Entnahme der Paletten auch bei beschädigten Laufkufen. Das Lager weist je eine Beschickungs- und Entnahmeseite auf. Dies führt zu kurzen Wegen und effizientem Arbeiten. Das Lager ist außerdem prinizpiell unbegrenzt erweiterbar – die Durchlaufkanäle können 10 m oder 100 m lang sein – es ist kein Gefälle zu berücksichtigen.
 |
 |
| Sortierung und Zuführung mit Regalbediengerät (RBG) | Zuführung Querverfahrwagen (QVW) z.B. mit Palettenheber |
Sicherheit
Das angetriebene Durchlauflager bietet Sicherheit, die nur mit einem angetriebenen waagrecht verlegten Durchlauflager aus Staurollenförderern möglich ist. Dies bedeutet umfassende Sicherheit für Paletten mit schwerem wie leichtem Fördergut und für die Menschen, die das Lager bedienen. GEBHARDT Staurollenförderer bieten die Gewähr für einen funktionssicheren Dauerbetrieb, da jede einzelne Rolle angetrieben ist. Die Paletten werden motorisch transportiert und schließen ohne Staudruck auf. Kein „Bremsen“ – deshalb auch keine Gefahr, dass sich Paletten selbständig machen und mit zerstörender Wucht am Boden aufprallen.
Technische Merkmale
- Waagrecht verlegte Durchlaufkanäle – jede Tragrolle ist angetrieben.
- Gleichzeitiger Antrieb mehrerer Kanäle durch einen Motor – Antriebsteile wie Ketten und Zahnräder liegen geschützt im Rahmenprofil.
- Sicherer, gleichmäßiger Palettentransport – Fördergeschwindigkeit 0,2 m/s. Jeder Durchlaufkanal ist als Staurollenförderer ausgeführt.
- Geringster Kraftbedarf, nur ca. 5 Watt pro Palette – keine Pulkförderung.
Einsatzbeispiele
 |
Chemische Industrie
|
||||||||
 |
Lebensmittelindustrie
|
||||||||
 |
GetränkeindustrieAngetriebenes Durchlauflager für Getränkepaletten 1000 x 1200 x 1800 mm. Drei übereinanderliegende, 45 m lange Etagen. Vollautomatische Einlagerung durch ein Regalbediengerät. Entnahme durch Stapler. RBG-Entnahme ist in einer Erweiterung geplant. Eine Lagerfortschreibung durch Materialflussrechner mit integriertem Drucker und Bildschirm gibt jederzeit Auskunft über den Lagerbestand von 25 Getränkesorten.
|
Energieeffizienz in der Intralogistik: Kosten senken, Umwelt schonen.
 Im Rahmen der Nachhaltigkeitsinitiative Blue Competence des VDMA übernimmt GEBHARDT umfassende Verantwortung für Ökonomie, Ökologie und Gesellschaft. Ziel ist die Minimierung des Energie- und Ressourcenverbrauchs durch innovative Technologien.
Im Rahmen der Nachhaltigkeitsinitiative Blue Competence des VDMA übernimmt GEBHARDT umfassende Verantwortung für Ökonomie, Ökologie und Gesellschaft. Ziel ist die Minimierung des Energie- und Ressourcenverbrauchs durch innovative Technologien.
Optimierungsmöglichkeiten des Energieverbrauchs
Der Energieverbrauch hängt nicht allein von der automatischen Förder- und Lagertechnik ab. Der größere Teil des Energieverbrauchs betrifft Heizung/Lüftung, Beleuchtung und sonstige Verbraucher. Deshalb ist es notwendig einen ganzheitlichen Ansatz zu wählen, wenn der Energieverbrauch gesenkt werden soll. Neben der Förder- und Lagertechnik ist deshalb die Gebäudetechnik von Bedeutung. Großen Einfluss haben zudem die Prozesse und Abläufe des Betriebs.
Kosten senken und die Umwelt schonen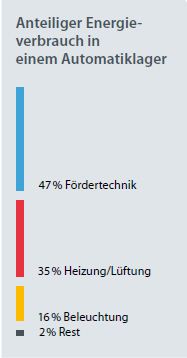
Die Blue Competence Initiative des VDMA hilft bei der Suche nachhaltiger Produkte und nachhaltig agierender Unternehmen. GEBHARDT hat sich früh entschieden seine Produkte und Dienstleistungen unter die Blue Competence Flagge des VDMA zu stellen. Für uns ist es seit jeher das Ziel Maschinen so zu entwerfen, dass der Energieverbrauch möglichst gering ist. Gerade in Zeiten steigender Energiepreise gewinnt dieses Ziel zunehmend an Bedeutung. GEBHARDT verbindet dazu innovative Software mit innovativer Mechanik. Doch eine Optimierung, die lediglich Einzelkomponenten einbezieht, hebt nur einen kleinen Teil des Optimierungspotentials. Vielmehr muss das intralogistische Gesamtsystem betrachtet werden. Die Reduktion des Energieverbrauchs geht oftmals einher mit dem ebenfalls willkommenen Effekt der Verschleißreduktion. Beides zusammen reduziert die Betriebskosten und macht das Logistikzentrum effizienter und kostengünstiger. Eine Visualisierung des Energieverbrauchs rundet das Energiemanagement ab.
Anbieter automatischer Intralogistikanlagen haben vielfältige Möglichkeiten den Energieverbrauch im Logistikzentrum zu beeinflussen:
Leichtbau
Besonders im Bereich Lagertechnik gilt es gezielten Leichtbau umzusetzen, denn die Reduktion der bewegten Masse ist der erste Schritt zur Minimierung des Energieverbrauchs. Bei der Produktentwicklung sind hierzu umfangreiche Simulationswerkzeuge, wie beispielsweise FEM, notwendig. Dies führt zur Verwendung innovativer Materialien und Fügeverfahren, wie dem Kleben. Das Verbundwerkstoff-RBG Cheetah ist hier der Vorreiter in der Branche.
Dynamikanpassung / Run on Demand
Die Last in Logistikzentren und damit auch in Automatischen Kleinteilelagern schwankt im Tagesverlauf zum Teil erheblich. Hier liegt ein großes Einsparpotential. Durch intelligente Dynamikanpassung lässt sich insbesondere an der Fahrachse erheblich Energie einsparen. Intelligente Algorithmen analysieren die Auftragslast und passen automatisch die Dynamikwerte der Lagertechnik an. Auch Fördertechnik sollte nur dann laufen, wenn es auch etwas zu fördern gibt. Deshalb ist es wichtig, eine intelligente Abschaltung von Antrieben zu integrieren. Auch die Dynamik der Fördertechnik kann an die Auftragslast angepasst werden. Intelligente Software sorgt dafür, dass die Leistung mehrerer Intralogistik-Komponenten synchronisiert und auf einander abgestimmt wird. So wird nur die Energie verbraucht, die tatsächlich benötigt wird.
Zwischenkreiskopplung bei RBG
Die Zwischenkreiskopplung steht für die intelligente Ansteuerung der Fahr- und Hubachse. Ziel ist die minimale Fahr- und Hubzeit für eine maximale Anzahl Doppelspiele bei minimalem Energieverbrauch. Dazu wird freiwerdende Energie, beispielsweise beim Bremsen der Fahrachse, auf die Hubachse umgeleitet, um die notwendige Bewegung der Hubachse zu versorgen. Diese Lösung amortisiert sich meißt sofort und sorgt für eine Reduktion des Energieverbrauchs um bis zu 20%.
Rückspeisung bei RBG
Die im System freiwerdende, generatorische Energie in Form von Bewegungs- und Lageenergie wird über ein Netzrückspeisegerät mit dem Umrichterzwischenkreis der Frequenzumrichter gekoppelt. So kann generatorische Energie, die nicht in einer weiteren Achse nutzbar ist, in das Netz zurückgespeist werden. Mit dieser Technologie können RBG bis zu 50 % Energie einsparen. Die Amortisierung liegt bei Paletten-RBG bei ca. 2 Jahren.
Software
Intelligente Software zur Energieeinsparung umfasst vielfältige Funktionen. Neben der Dynamikanpassung muss der zurückzulegende Weg analysiert und minimiert werden, beispielsweise mittels einer ABC Analyse. Das Lastmanagement kann dafür sorgen, dass Hilfsprozesse wie Umlagerungen in Zeiten mit schwacher Last, z.B. nachts, verlagert werden. Außerdem müssen Ein- und Umlagerstrategien auf die tatsächliche Anwendung hin optimiert werden.
Kontinuierliche Verbesserung
Der Energieverbrauch eines Logistikzentrums lässt sich stetig verbessern. Hierzu muss der Verbesserungsprozess kontinuierlich wiederholt werden. Den Ausgangspunkt bildet die Auswertung der Verbrauchsdaten, gefolgt von der Suche nach Verbesserungspotentialen. Nach deren Identifzierung folgt die Effizienzverbesserung. Deren Ergebnisse müssen gemessen, visualisiert und überwacht werden, bevor der Prozess von neuem beginnt.
Plug&Convey – Fördertechnik der Zukunft schon heute
Wie einfach kann Fördertechnik sein? Eigentlich sehr einfach. Alles was man benötigt sind nur ein paar unterschiedliche Module. Damit lassen sich leistungsstarke und verlässliche Intralogistik Systeme erstellen. Wird dazu eine zentrale Steuerung, wie zum Beispiel eine SPS, benötigt? Nein, in Zukunft nicht mehr. Wenn jedes Fördertechnik-Modul eine eigene intelligente Steuerungsbox hat, kann ein intelligenter Algorithmus die Kommunikation zwischen den Modulen aufbauen und weitreichende Funktionalität ermöglichen.
Ein weiterer Vorteil dieser Innovation ist die Flexibilität. Es ist sehr einfach und extrem schnell Änderungen in Funktion oder Layout umzusetzen. Egal, ob man das System erweitern oder einfach nur umstellen möchte, es werden keine Programmierkenntnisse benötigt, das ist echtes Plug&Play. Neben der intelligenten Steuerung braucht es dazu auch einen intelligenten, konfigurierbaren Mechanik Baukasten, der es auch ermöglicht, Fördertechnikmodule wiederzuverweden.

Wie funktioniert das? Die Software erkennt automatisch das aktuelle Layout, völlig autonom. Dies bildet die Grundlage für eine unabhängige Erkennung von Förderrouten. Das ist wiederrum die Basis für die automatische Konfiguration des Materialflussrechners. Diesen Materialflussrechner darf man sich nicht im klassischen, zentralen Sinn vorstellen. Die Materialflussfunktionalität wird durch die dezentrale Intelligenz abgebildet. So entstehen auch komplexe Fördersysteme, die extrem schnell und sehr einfach aufzubauen und zu betreiben sind.
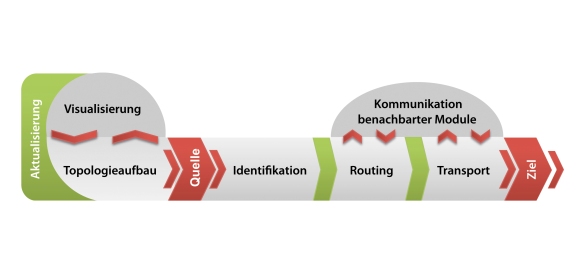
Die Visualisierung ist in diesem System ebenfalls intelligent. Das System reagiert auf jede Änderung im Zustand oder gar dem Layout. Die Visualisierung wird sofort aktualisiert, natürlich ohne Programmierung. Die Oberläche bietet auch Informationen zum Fehlerhandling, zur Wartung oder zum Sensor-/Aktorstatus.
Was sind die Vorteile? Zuerst einmal eine massive Reduktion der Inbetriebnahmezeit. Alle Module werden vorkonfiguriert, ready for plug&convey, ausgeliefert. Der Materialfluss lässt sich dadurch leicht und schnell aufbauen, aber auch später problemlos ändern. Das ist ideal für die Intralogistik, Produktion und Montage. Denkt man dabei an Lean/Kaizen Aktivitäten in Unternehmen bietet dieses System unglaubliche Vorteile. Wo es bisher notwendig war, aufwendige Umbaumaßnahmen zu planen, kann man mit dem GEBHARDT System 600 eigenständig und ohne große Vorbereitung den Materialfluss anpassen und optimieren. Gleiches gilt für Erweiterungen des Systems. Durch die Denzentralität erhöht sich auch die Verfügbarkeit der Anlage, da Stillstandszeiten minimiert werden können. Fehlerhafte Module können einfach in Minuten ausgetauscht werden.
Dieses Fördersystem ermöglicht ganz neue Möglichkeiten. In Zeiten von Industrie 4.0, Internet der Dinge und zunehmend steigenden Anforderungen an Flexibilität ermöglicht das GEBHARDT System 600 Funktionen der Zukunft schon heute.
