Shuttle vehicles and rails must be designed in a space-saving way, in order to reach a profitable height grid. The height of the rail is decisive for the reachable space utilisation, because the height arises in every storage level and the totes are stored with a greater, vertical distance as actual necessary. Thus, the space utilisation and the storage capacity are less than those of lifting beams or miniloads – also because of the need of vertical conveyors. On the other hand, the floor space required is almost the same. The rail usually features a high integration of functions. It combines the function of positioning, energy transmission, carrying and guidance of the shuttle as well as safety functions. The data transmission is normally done via WiFi or Bluetooth. The rack has to be realized in that way, that it is able to absorb the occurring force of the movement, even in the case of error. Consequently, the costs for this kind of rack are higher than those for systems, which don’t cause forces or only small forces into the rack.
A shuttle storage system consists of the following components:
– Shuttle vehicle with or without lifting functionality (MLS or OLS Shuttle)
– Vertical conveyor
– Railing system
– Rack
– Load
– Controls
– Transfer conveyors
Shuttle vehicles, which – regarding the design – aren’t bound to a specific aisle, can move themselves autonomous and therefore take functions in different levels or aisles of the rack. Therefore appropriate transfer devices are necessary. Shuttle vehicles can also be the replacement for automated conveyor systems, in order to bridge transport routes outside of the rack. Accordingly, the design of the shuttles must be appropriate for leaving the rack and moving on the industrial floor or on a rail system.
Shuttle storage systems are used to store or to buffer totes, cardboard boxes and shelf boards. Static line racks are referred as shuttle storage system, in which autonomous shuttle vehicles operate. Every single shuttle vehicle operates in one or in several rack levels, but not in all. Shuttles, which operate in several rack levels, feature a lifting function. Vertical conveyors are used to connect the rack levels. Those can either relocate the shuttle vehicles in another rack level or convey the load to the level of the pre-storage area. Shuttle storages are used preferably for highly dynamic applications and are assigned to the automated small-parts warehouses. Thus, they represent an alternative to the conventional storage system with lifting beams – or miniloads. Advantages arise with the possibility to scale the performance of the system by varying the number of shuttles. Hence, it can be reacting to peak demands and changeable capacity utilisations. The loading is done by load handling devices (LHD), as they are known from the miniloads. However, the LHD are optimised in reference to the application of shuttle systems. Therefore, the flexibility concerning different goods is given. Depending on the LHD different rack types must be used.
We present you the basics of the shuttle technology in our 10-part blog series, we explain the difference between shuttles and miniloads and we go into detail about the future of both, partly rival systems. Especially, shuttle systems become increasingly popular, but is their usage useful at all time? Is the miniload “out of fashion”? This and a lot of other questions we are going to amplify in the course of the blog series.
Powered flow rack warehouses for pallets, unit loads and trays up to 1500 kg are based on the renowned GEBHARDT pallet accumulation conveyor type 525 – which has been synonymous with robust handling and energy efficiency technology for decades.
Benefits
This system has many benefits. Space is used optimally since the lanes do not Need to decline. There is also a low profile construction. The warehouse works according to the first-in first-out principle. This ensures that the goods stored first are also removed from the warehouse first. As compared to the gravity systems, the GEBHARDT flow rack warehouse offers a much higher amount of safety for both the goods and the staff. The system works without a decline; brakes cannot fail; it works without line pressure and guarantees safe removal of the pallets even with damaged running rails. The warehouse has a load side and removal side. This leads to short travel and efficient work. The warehouse also can be expanded virtually without limitation. The flow rack channels can be 10 m or 100 m long. – No decline needs to be considered.
Sorting and Supply with AS/RS
Supply T-Car e.g. with pallet lifter
Safety
The powered flow rack warehouse offers safety that is only possible with a powered horizontally placed flow rack system of accumulation roller conveyors. This means comprehensive safety for pallets with heavy and light conveyed goods and for the people who operate the warehouse. GEBHARDT accumulation roller conveyors guarantee safe continuous operation as every single roller is powered. The pallets are transported on powered rollers and accumulate automatically with zero line pressure. No „braking“ – therefore also no danger that pallets break free and hit the floor with destructive force.
Technical Features
Horizontal flow rack channels – each carrier roller is driven
Drive of several channels by a common motor – Drive parts like chains and gears are protected in the frame profile
Secure, smooth pallet transport – conveyor speed 0.2 m/s – each flow rack channel is designed as an accumulation roller conveyor
Lowest power demand, only approx. 5 Watt per pallet – no group transport
Examples of application
Chemical industry
Powered flow rack system with 3 levels and 17.5 m long channels
Feeding with an ASRS
Removal with a forklift truck
Storage capacity for 504 pallets, each with a weight of 500 kg
Food industry
Powered flow rack system with 2 levels for pallets
Top level for storage, lower for load supply
Top: Fully automated feeding by conveyor system, removal by lift truck
Lower: Feeding and removal by forklift truck
In the same company there is a second double level flow rack system with a storage capacity of 1000 pallets and an hourly capacity of 60 pallets. The lower level lies has a height of 2 m. The space beneath is used for stowing the partial pallets and for order picking. The feeding of the flow rack system takes place automatically by an AS/RS. The removal is carried out by a lift truck.
Beverage industry
Powered flow rack system for beverage pallets 1000 x 1200 x 1800 mm. Three levels, one on top of the other, 45 m long. Fully automatic in-feeding by an AS/RS system. Removal by a lift truck. ASS removal is planned within the framework of an expansion. A warehouse update by a material flow computer with integrated printer and screen provides constant information on the stock levels of 25 beverage types.
How easy can material handling systems be? Actually they can be very simple. All you need are a few different modules. Thereby powerful and reliable intralogistics systems can be created. Is a control such as a PLC required? No, in future not anymore. If each conveyor module has its own intelligent control box, an intelligent algorithm can set up the communication between the modules and enable an extensive functionality.
Flexibility is another advantage of this innovation. It is very easy and extremely quick to implement changes in function or layout. It doesn’t matter whether you want to expand the system or just change it, there is no programming knowledge needed, that is real plug and play. In addition to the intelligent control, it also needs an intelligent, configurable mechanic construction set which also makes it possible to reuse conveyor modules.
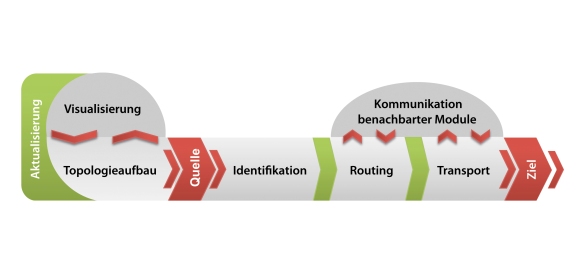
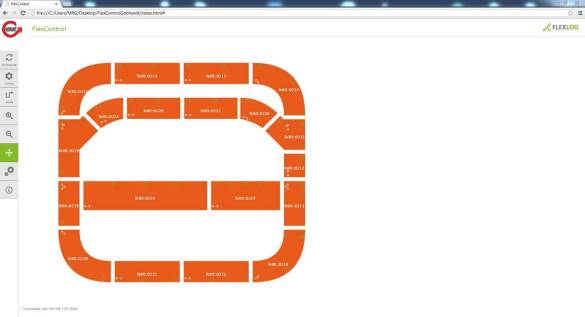
How does it work? The software automatically detects the current layout, fully autonomous. This generates the base for an independent recognition of conveying routes. This is in turn the base for the automatically configuration of the material flow computer. Anyway the material flow computer can not be imagined as in the classical and central sense. The material flow functionality is represented by the decentralized intelligence. Thus, complex conveyor systems that are extremely fast and very easy to set up and to operate are coming up.
Also the visualization in this system is intelligent. The system reacts to every change in the status or even in the layout. The visualization is updated immediately – of course without any programming. The surface also provides information regarding the error handling, the maintenance or the status of the sensor and the actuator.
What are the benefits? First of all there is a massive reduction of the commissioning time. All modules are delivered preconfigured and ready for plug & convey.
Thereby the material flow can be easily set up, but also changed later without any problems. This is ideal for the intralogistics, the production and the assembly. Just if you think about Lean / Kaizen activities in companies, this system offers incredible benefits. Where it was previously necessary to plan complicated reconstructions, you can now independently optimize and adjust the material flow with the GEBHARDT System 600 without much preparation. The same applies to extensions of the system.
Due to the decentralization, the availability of the system is also increased because the downtimes can be minimized. Defective modules can be easily replaced in a few minutes.
This conveyor system enables completely new possibilities. In times of Industry 4.0, Internet of Things and increasing flexibility requirements, the GEBHARDT System 600 enables already today futuristic functions.