Im Vergleich zum RBG kann folgendes festgestellt werden: Das untere Anfahrmaß ist im Vergleich zu RBG sehr gering, da eine zentrale Fahrschiene sowie das Fahrwerk entfällt. Bei nachträglichen Erweiterungen erweist sich ein Shuttlelager als flexibler, da keine festinstallierte Gangausrüstung wie bei RBG benötigt wird. Ebenso muss bei Shuttlelagern nicht auf ein vorteilhaftes Längen-/Höhenverhältnis geachtet werden. Wird bei einem klassischen AKL mit RBG die Fahrgasse verlängert, führt dies zu einer Diskrepanz von Hub- und Fahrgeschwindigkeit. Ein RBG ist konstruktionsbedingt auf quaderförmige Bauform angewiesen. Das Shuttlelager hingegen kann sich gegebenen Gebäudestrukturen anpassen.
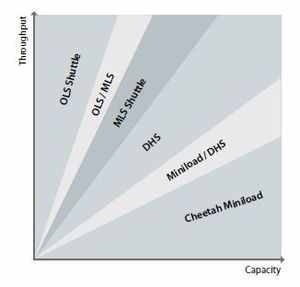
Ein Shuttlelager eignet sich für Einsätze im Hochleistungsbereich bis 1000 DS/h pro Gasse, wo RBG nicht konkurrenzfähig sind. Außerdem eignet es sich auch im unteren Leistungsbereich, wo ein Regalbediengerät überdimensioniert wäre. In diesem Fall können wenige Shuttlefahrzeuge die geforderte Leistung erfüllen. Shuttlefahrzeuge haben ein vorteilhaftes Verhältnis von Nutz- zu Gesamtlast. Das GEBHARDT StoreBiter OLS Shuttle weist ein Verhältnis von Nutz- zu Gesamtlast von beinahe 1:1 auf. Bezogen auf die Lagerung eines Behälters ergibt sich so ein sehr geringer Energieverbrauch. Auch durch die Notwendigkeit der Vertikalförderer ist der Gesamtenergiebedarf noch als gering zu betrachten. Die Höhe eines Shuttlelagers ist im Gegensatz zu einem Lager mit RBG nicht durch die Toleranzen des Regals begrenzt, da dieses steifer ausgeführt werden kann. Die Regalsteher werden zusätzlich durch die Fahrschienen verbunden, außerdem können in deren Schatten zusätzliche Verstrebungen angebracht werden. Ungenauigkeiten und Toleranzen lassen sich damit ausgleichen. Die Verfügbarkeit eines Shuttlesystems ist durch die Vielzahl paralleler und unabhängiger Bewegungen trotz der größeren Anzahl bewegter Teile höher. Ein Stillstand des Vertikalförderers führt jedoch zu einem Ausfall des gesamten Systems. Da Vertikalfördere in der Regel jedoch zuverlässig arbeiten, ist die Verfügbarkeit eines Shuttlesystems höher als bei Regalbediengeräten. Zudem kann die Ausfallwahrscheinlichkeit durch zusätzliche Vertikalförderer reduziert werden.
Zusammenfassung:
- Flexibilität durch Skalierbarkeit der Anzahl von Hebern und Shuttles.
- Im Vergleich zum RBG kann folgendes festgestellt werden: Das untere Anfahrmaß ist im Vergleich zu RBG sehr gering, da eine zentrale Fahrschiene sowie das Fahrwerk entfällt –> Vorteil bei niedrigen Lagern, ggf. höhere Kapazität
- Bei nachträglichen Erweiterungen erweist sich ein Shuttlelager als flexibler, da keine festinstallierte Gangausrüstung wie bei RBG benötigt wird.
- Ebenso muss bei Shuttlelagern nicht auf ein vorteilhaftes Längen-/Höhenverhältnis geachtet werden. Wird bei einem klassischen AKL mit RBG die Fahrgasse verlängert, führt dies zu einer Diskrepanz von Hub- und Fahrgeschwindigkeit.
- Ein RBG ist konstruktionsbedingt auf quaderförmige Bauform angewiesen. Das Shuttlelager hingegen kann sich gegebenen Gebäudestrukturen anpassen.
- Ein Shuttlelager eignet sich für Einsätze im Hochleistungsbereich bis 1000 DS/h pro Gasse, wo RBG nicht konkurrenzfähig sind. Außerdem eignet es sich auch im unteren Leistungsbereich, wo ein Regalbediengerät überdimensioniert wäre. In diesem Fall können wenige Shuttlefahrzeuge die geforderte Leistung erfüllen.
- Shuttlefahrzeuge haben ein vorteilhaftes Verhältnis von Nutz- zu Gesamtlast. Der Gebhardt StoreBiter OLS Shuttle weist ein Verhältnis von Nutz- zu Gesamtlast von beinahe 1:1 auf. Bezogen auf die Lagerung eines Behälters ergibt sich so ein sehr geringer Energieverbrauch.
- Der Gesamtenergiebedarf ist abhängig von der Anzahl der Shuttles und Hebern. Bezogen auf die verfügbare Leistung ist der Energieverbrauch gering, jedoch absolut nicht zwingend niedriger als bei einem RBG
- Die Höhe eines Shuttlelagers ist im Gegensatz zu einem Lager mit RBG nicht durch die Toleranzen des Regals begrenzt, da dieses steifer ausgeführt werden kann. Die Regalsteher werden zusätzlich durch die Fahrschienen verbunden, außerdem können in deren Schatten zusätzliche Verstrebungen angebracht werden. Ungenauigkeiten und Toleranzen lassen sich damit ausgleichen.
 For many years, the lightweight construction for storage and retrieval cranes is driven by the requirements of performance and energy efficiency. There is a trade-off between operations and design in an automatic small parts store. A modern storage and retrieval crane has to provide a better performance without deteriorating the cost advantage and the storage capacity. An increase in the performance requires higher driving dynamics of the storage and retrieval crane, which requires a larger volume and a stiffer supporting structure to give a reduced calming time. This however leads to a deterioration of the approach dimensions and a reduced storage capacity. With the same volume of the supporting structure, the stability without changing the approach dimension can be implemented by an antipedalgear. This however leads to higher acquisition costs and reduced availability caused by an additional technical expense. Similarly the stiffness can be increased due to the lightweight construction with new materials, like Carbon Fibre Reinforced Plastic (CFRP). So the energy consumption as well as the stress of susceptible components will be reduced, what leads to a reduction of the operating costs and the availability. The acquisition costs will be significantly higher using CFRP. The evolution of familiar concepts , which rely on the use of thin-walled, edged or rolled metal structures, are reaching their limits with an increase of dynamic. This shows, for example when there are problems with the fatigue strength and results in cracks in the metal. This is why GEBHARDT decided to go a revolutionary way and rely on composite materials. The result is the
For many years, the lightweight construction for storage and retrieval cranes is driven by the requirements of performance and energy efficiency. There is a trade-off between operations and design in an automatic small parts store. A modern storage and retrieval crane has to provide a better performance without deteriorating the cost advantage and the storage capacity. An increase in the performance requires higher driving dynamics of the storage and retrieval crane, which requires a larger volume and a stiffer supporting structure to give a reduced calming time. This however leads to a deterioration of the approach dimensions and a reduced storage capacity. With the same volume of the supporting structure, the stability without changing the approach dimension can be implemented by an antipedalgear. This however leads to higher acquisition costs and reduced availability caused by an additional technical expense. Similarly the stiffness can be increased due to the lightweight construction with new materials, like Carbon Fibre Reinforced Plastic (CFRP). So the energy consumption as well as the stress of susceptible components will be reduced, what leads to a reduction of the operating costs and the availability. The acquisition costs will be significantly higher using CFRP. The evolution of familiar concepts , which rely on the use of thin-walled, edged or rolled metal structures, are reaching their limits with an increase of dynamic. This shows, for example when there are problems with the fatigue strength and results in cracks in the metal. This is why GEBHARDT decided to go a revolutionary way and rely on composite materials. The result is the 